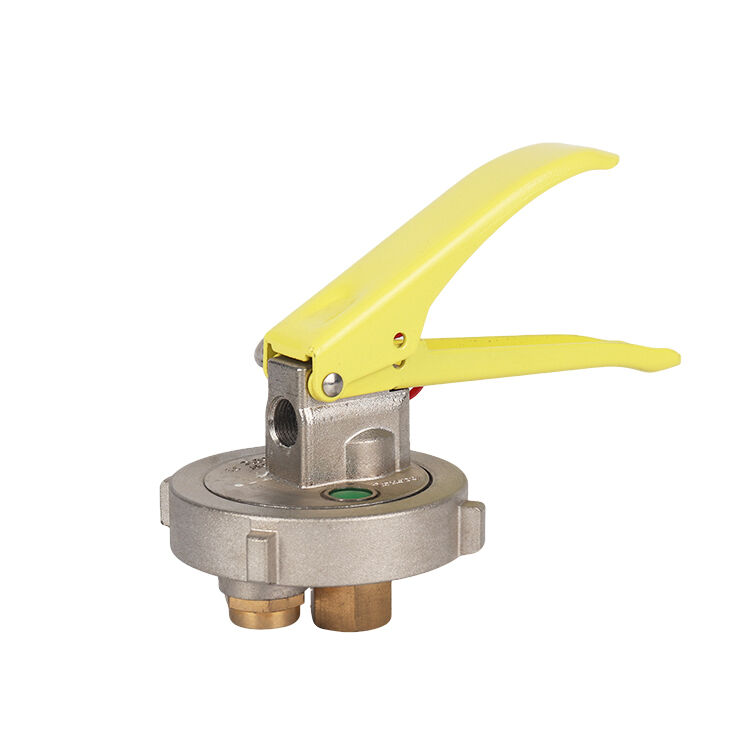
anti-corrosion fire extinguisher valve
The anti-corrosion fire extinguisher valve represents a critical safety component designed to withstand harsh environmental conditions while maintaining reliable fire suppression capabilities. This specialized valve system incorporates advanced materials and engineering techniques to resist corrosive elements that typically degrade standard fire safety equipment. The primary function of an anti-corrosion fire extinguisher valve involves controlling the release of fire suppressant agents while protecting internal mechanisms from chemical deterioration, moisture damage, and oxidation processes. These valves feature robust construction using corrosion-resistant alloys, specialized coatings, and precision-engineered sealing systems that ensure long-term operational integrity. The technological framework includes multi-layered protective barriers, enhanced gasket materials, and advanced actuator mechanisms that function consistently across diverse operating environments. Manufacturing processes incorporate rigorous quality control measures, including salt spray testing, chemical resistance evaluations, and thermal cycling assessments to verify performance standards. Installation applications span industrial facilities, marine environments, chemical processing plants, offshore platforms, wastewater treatment facilities, and coastal infrastructure where traditional fire suppression systems face accelerated degradation. The valve design accommodates various extinguishing agents including dry chemical powders, foam concentrates, carbon dioxide, and specialized clean agents while maintaining compatibility with automated detection systems. Maintenance requirements remain minimal due to the inherent resistance properties, reducing operational costs and ensuring consistent readiness. Regulatory compliance includes adherence to international fire safety standards, environmental protection guidelines, and industry-specific certification requirements. The engineering specifications encompass pressure ratings, temperature tolerances, flow capacity parameters, and response time characteristics that meet or exceed conventional valve performance while providing superior longevity in challenging conditions.