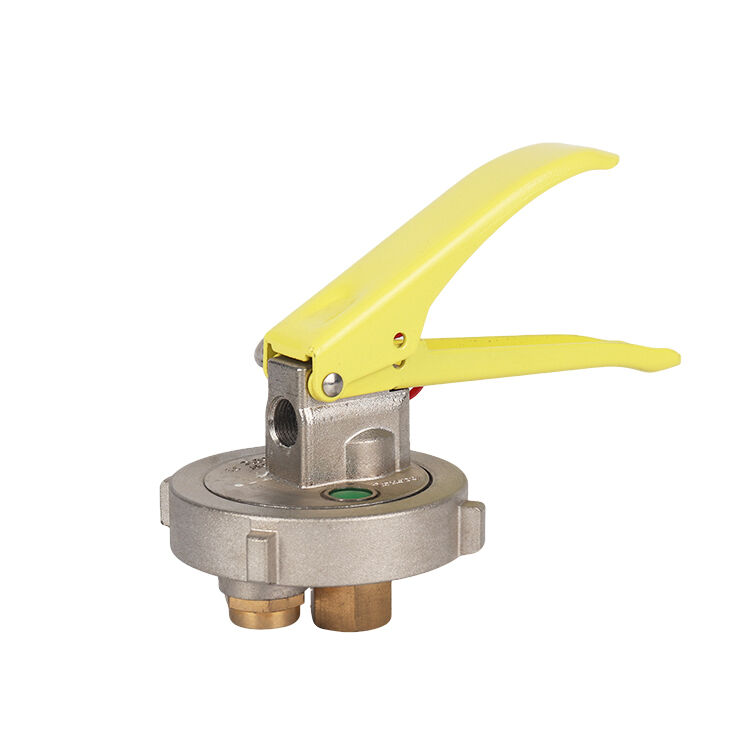
chemical valve
A chemical valve represents a critical component in industrial fluid control systems, specifically engineered to handle corrosive and aggressive chemical media safely and efficiently. These specialized valves serve as gatekeepers in chemical processing operations, regulating the flow, pressure, and direction of various chemical substances throughout complex piping networks. The primary function of a chemical valve involves controlling the movement of hazardous liquids, gases, and slurries while maintaining system integrity under extreme conditions. Chemical valves incorporate advanced sealing technologies and corrosion-resistant materials to prevent leakage and contamination. Their design accommodates wide temperature ranges, from cryogenic applications to high-heat processes exceeding 500 degrees Celsius. The technological features of modern chemical valves include precision-machined components, specialized coatings, and innovative actuator systems that enable remote operation and automated control. These valves often integrate with digital control systems, providing real-time monitoring capabilities and predictive maintenance alerts. Chemical valve construction utilizes premium materials such as stainless steel, Hastelloy, and advanced polymer composites that resist chemical degradation. Applications span numerous industries including petrochemical refineries, pharmaceutical manufacturing, water treatment facilities, and specialty chemical production. In petrochemical plants, chemical valves manage the flow of crude oil derivatives, acids, and alkalis during refining processes. Pharmaceutical companies rely on these valves to maintain sterile conditions while transferring active ingredients and solvents. Water treatment operations use chemical valves to control chlorine, fluoride, and other treatment chemicals. The versatility of chemical valve technology extends to food processing, where they handle cleaning agents and sanitizers. Environmental compliance requirements drive the adoption of advanced chemical valve systems that minimize emissions and prevent groundwater contamination. These valves play essential roles in emergency shutdown procedures, providing fail-safe mechanisms that protect personnel and equipment during hazardous situations.